
Технология ультразвуковой сварки металлов изобретена достаточно давно, начиная с конца 40-х годов. Последние 20 лет она развивается особо активно вследствие того, что смежные отрасли развиваются тоже достаточно быстро. Машины ультразвуковой сварки все чаще появляется на производствах в России и за границей.
Что же такое по сути УЗВ-сварочный процесс?
Ультразвуковая сварка – это процесс обоюдной диффузии поверхностных слоев металлов под воздействием давления и волновых возмущений ультразвука. Основные частоты для сварки – 20 кГц и 40 кГц. Иногда сваривают на частоте 60кГц, но это частные случаи. При этом, самим ультразвуком называют частоты, которые находятся за пределами человеческого уха (более 18 килогерц).
Как передается энергия в устройствах УЗВ-сварки?
Электрическая энергия из источника питания преобразуется в механические вибрации в конвертере. Далее колебания передаются в точку сварки через бустер (усилитель, резонатор) и сонотрод (может являться рабочим органом, либо на него устанавливается наконечник).
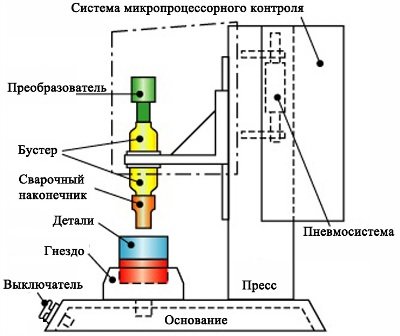
В целом, процесс происходит следующим образом: одна из свариваемых деталей располагается на, так называемой, наковальне или опоре. Вторая деталь, или каждая последующая, располагаются поверх первой под наконечником на сонотроде. Детали сжимаются под определенным усилием, и подается ультразвук. Оксидные пленки и остальные посторонние примеси разрушаются. Пластические деформации сближают частицы металлов на атомарные расстояния, и происходит диффузия поверхностных слоев материалов.
УЗВ – сварка славится тем, что может работать даже без удаления примесей и оксидных слоев. В частности, этот вопрос касается сварки алюминия, на котором оксидный слой образуется мгновенно. Но качество сварного соединения все-таки зависит от того, насколько хорошо были зачищены металлы.
После сварки можно заметить некоторое уменьшение зерна в зоне диффузии и из-за этого металл в зоне шва становится более пластичным.
Кроме всего прочего данным способом можно соединять так же пластмассы, полиэтиленовую пленку и т.д.
Преимущества ультразвуковой сварки
- Протекает без поглощения и утилизации тепла, т.е. фактически без расплавления материалов. Конечно, в поверхностном слое протекает некий процесс, очень сходный с расплавлением в результате волн ультразвука. Тепло выделяется, но очень не значительное, в разы меньшее, чем при других видах сварки
- Нет электротока, проходящего через деталь, как, например, при контактной сварке
- Нет расходных материалов, как при пайке.
- Более длительное время жизни рабочих органов. Все это приводит к тому, что сам процесс становится сравнительно дешевым.
- Исключаются вредные для здоровья испарения в процессе сварки. Во время пайки нужны вытяжки на рабочих местах, как и во время контактной сварки.
- Улучшенный контроль параметров процесса и, как следствие, качество соединения повышается.
Современные системы УЗВ-сварки широко применяют в следующих отраслях и сферах:
- автомобильная промышленность;
- электротехника;
- производство источников питания и батарей;
- возобновляемая энергия;
- медицина;
- холодильные камеры (герметизация трубок);
- приборостроение;
- авиакосмос.
Так же может использоваться для электрических (передача тока) и теплообменных соединений (теплообменники, передача тепла от контура к рабочему телу).
Соединения, полученные УЗВ-сваркой обеспечивают:
- Отличные электрические и тепловые соединения;
- Достаточную мехпрочность, которая необходима, чтобы провода не разорвались при определенном механическом воздействии.