
Foxweld FoxPlastic 1800
Замена водопровода ранее было сопряжена с большими неудобствами и трудностями. На сварку стали уходило много времени, да и процесс это был тонкий – для специалистов, разбирающихся в тонкостях электросварки. Короче говоря, установка системы водоснабжения была доступна только профессионалам.
Но время не стоит на месте, постоянно появляются новые материалы и технологии, которые облегчают нам жизнь и делают сложные вещи простыми. Появление на рынке полипропилена привело к тому, что установку водопровода в ванной или на кухне теперь легко может выполнить человек, не обладающий специальными знаниями.
Они легко режутся с помощью специальных ножниц, гнутся, т.е. решить проблему можно просто слегка отогнув трубу. Полипропилен соединяется с помощью фланцев, фитингов, образуя качественный и прочный шов. Такой быстрый монтаж стал возможен благодаря появлению аппаратов, которые сваривают пластик, и вспомогательной оснастки в виде насадок различного диаметра.
Выбор паяльника

FoxPlastic 1600
Для сварки полипропилена нужен паяльник. В народе этот аппарат называют именно так, что не совсем точно, так как в процессе соединения изделий оплавляется основной материал труб – кромки становятся пластичными и при соединении двух половин образуется общая жидкая ванна, при затвердении превращающаяся в шов, который по всем теоретическим канонам называется сварочным. Но мы не будем отклоняться от народного названия, потому что аппарат для сварки полипропиленовых трубопроводов популярен в первую очередь как паяльник и будем и дальше так его именовать, несмотря на то, что такое название некорректное.
Выбирать паяльник нужно по определенным правилам, которые нужно обязательно принимать во внимание, чтобы подобрать подходящее именно вам устройство.
• Выбор страны-производителя в которой выпускается устройство, как вытекает из отклика потребителей имеет существенное значение. Считается, что наиболее качественные паяльники производят в Чехии и Германии. Положительные отклики так же заслужила Турция.
А вот по количеству негативных отзывов побеждают китайские девайсы. Трудно сказать почему, то ли это связано со стереотипами, которые сформировались о производителях из Китая, то ли действительно поставляемые товары имеют проблемы и недоработки. Так или иначе множество претензий идет по Китаю, а также по российским и турецким изделиям на самом деле изготовленным в КНР.
• Мощность инструмента – важный показатель. От этой величины зависит какой max диаметр трубы он может сварить, а также время нагрева и, соответственно, монтажа (параметр скорости всего процесса от начала и до конца сварки особенно важен при большом количестве работы).
Мощность паяльника рассчитывается по формуле: Р (Вт) = ø трубы (мм) * 10. То есть для трубы ø 40 мм нужно выбирать устройство не менее 400Вт. Например, для разводки водопровода в квартире трубами 18-63 мм достаточно будет аппарата на 700Вт
Сверхмощные паяльники до 2 КВт применяют для монтажных работ трубопроводов диаметром от 10 см.

Насадки
• Обычно прилагается комплект насадок, рассчитанных на разный диаметр. Некоторые устройства имеют удобный апгрейд: они позволяют производить нагрев нескольких труб различного диаметра, благодаря возможности одновременно использовать несколько насадок.
Поверхность насадок имеет напыление прочным и износостойким покрытием, которое позволяет обеспечить более равномерный прогрев соединяемых элементов. Напыления могут быть самыми разными, но наилучшие характеристики показывает политетрафторэтилен или металлизированный политетрафторэтиле́н, еще известный как тефлон или Ф-4, использовавшийся ранее в космической промышленности.
Технология сварки пластика
Итак, технология сварки доступна каждому и состоит из следующих этапов:
- порезка труб и подготовка свариваемых кромок. Угол реза должен быть 90 градусов, Срез должен быть ровный, гладкий. Кромки и срез – без заусениц. Армированные трубопроводы тщательно зачищаются от фольги (существует специальное приспособление);
- нагрев соединяемых элементов до температуры плавления полипропилена (250 -260 градусов) — температура сварки полипропиленовых труб;
- соединение труб и фитингов;
- охлаждение на воздухе.
Вроде бы все просто и понятно: две трубы разогреваются и как только они достигают пластичного состояния, соединяются между собой, образуя прочный сварочный шов. И все-таки нередки случаи, когда шов получается в результате не такой прочный и качественный, как требуется, и дает течь.
Ошибки при сварке полипропиленовых труб своими руками
Почему так происходит? Попробуем разобраться:
- В процессе сварки полипропилен нужно нагреть до необходимой температуры, чтобы получилось крепкое соединение, между тем необходимо следить, чтобы материал не перегрелся, не оплавился до деформации.
- Соблюдайте рекомендуемые режимы, полученные опытным путем, чтобы не загнать конструкцию в брак:
Например, для труб с наружным диаметром 16-20 мм необходимо обеспечить время нагрева 5-7 сек, время соединения 4 сек и охлаждать в течение 2 мин.
Для диаметра 40 мм время нагрева составляет уже 12 сек, время соединения 6 сек, а охлаждение займет 4 мин и т.д. в зависимости от размеров трубопроводов. Все режимы смотрите в табл 1.
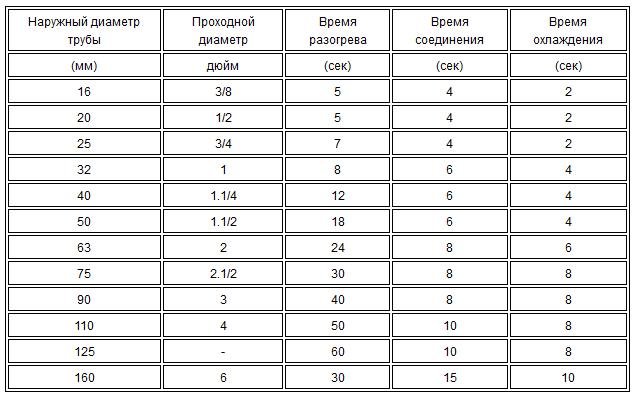
Табл.1
- Некачественная сварка так же будет иметь место быть, если детали не очищены от грязи, а к паяльнику прилипли остатки пластика от предыдущей сварки. Если в трубе скопилась вода и вы этого не заметили, скорее всего вы получите визуально прочное соединение, но как правило, вода влияет на степень опрессовки, и течь появится, только со временем. Будьте внимательны и не пренебрегайте подготовительными работами.
- После того, как две половинки трубы разогреты, сварщик имеет всего несколько секунд, чтобы соединить их вместе. Если он замешкался и превысил этот интервал – прочность шва снижается.
- Помните, что дешевый некачественный полипропилен может дать течь при самой искусной сварке.
Смотрите также статью Пайка нержавеющей стали