ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.
Но вот, столкнулся с проблемой алюминия.
В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
 Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
 Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.
Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
 Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.
Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
Проволока для сварки алюминия

Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
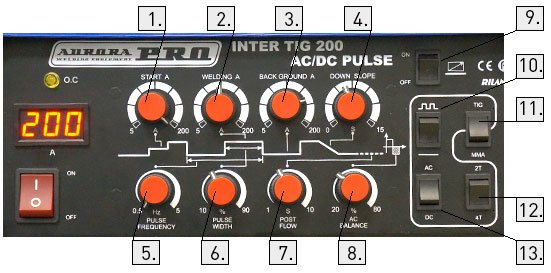
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE

• Чтобы качественно сварить алюминий поверхность металла нужно зачистить. Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве. После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.
В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.
В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.
Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
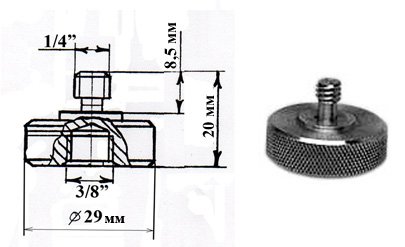
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.
Pingback: Пайка нержавейки - припои
Pingback: Высокотемпературная пайка алюминия | Сварка своими руками
Pingback: Сварка алюминия электродом | Сварка своими руками