Как утверждают древнеиндийские тексты, знание умножает печали. В сварочном деле же все с точностью наоборот. Знание –сила, может избавить от многих проблем и сильно облегчить жизнь.
В связи с чем хотелось бы рассказать читателю небольшую, но поучительную историю про американского сварщика, который некоторое время работал помощником сварщика и готовился к квалификационному экзамену. Звали этого человека Джо. Он был старателен и трудолюбив, быстро все осваивал, что ему рассказывал наставник, очень быстро рос в его и своих глазах, овладевая мастерством. Джо не бил баклуши и было ясно, что с предстоящими экзаменами он справится, потому как знал и теорию, и практику на отлично!
Но, по закону Мерфи, все произошло совсем не так, как предполагалось. Простой тест на сварку трубопровода покрытым электродом он провалил с треском! Очень странный результат, учитывая успехи юноши, которые он достиг в обучении! Сразу возник резонный вопрос: почему так произошло? Через какое-то время ответ стал очевиден: сварщик Джо использовал на экзамене оборудование с «неподходящей» характеристикой, так как обучение проходил совершенно на другом аппарате. Как только Джо поставили на другой сварочный аппарат, он получил идеальный шов.
То, на что Джо и многие другие сварщики не обращают внимание, может сильно влиять на качество сварных швов. Так как первый аппарат, на котором производилась сварка, описанная выше, сильно отличается от второго. Отличия эти становятся очевидны, если рассмотреть вольт-амперную характеристику использованных источников питания:
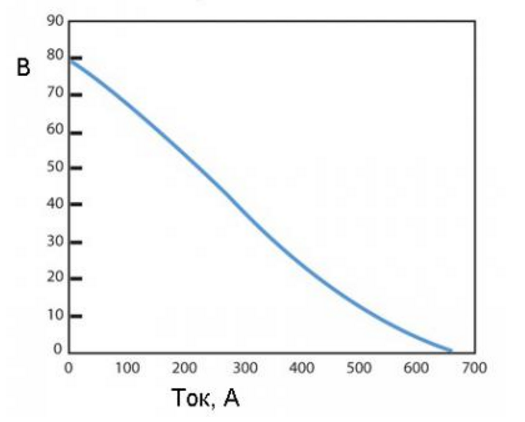
- Сварочный аппарат ручной дуговой сварки (ММА), с функцией аргонодуговой сварки (TIG). Он может состоять из блока, генерирующего постоянный ток, магнитных усилителей или же представлять собой традиционный аппарат с механическим регулятором силы тока. ВАХ такого источника ММА представлена на рисунке. Она идет как бы «под спуск».
Такая ВАХ называется наклонной (если по русскому учебнику — крутопадающая) Она позволяет сварщику контролировать тепловложение в детали и форму шва путем манипуляций, производимых электродом.
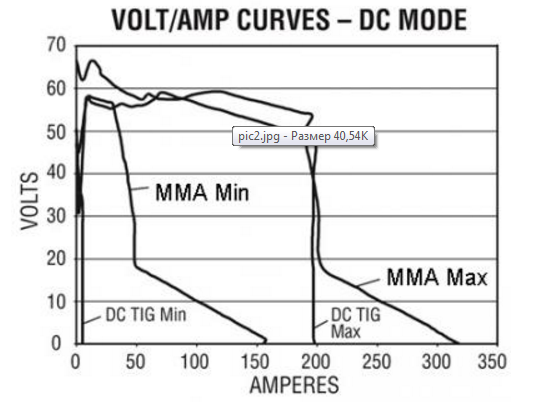
- Сварочные аппараты TIG с функцией ММА. На современных инверторах кривая ВАХ расположена практически перпендикулярно к оси абсцисс, т.е. сила тока не меняется при изменении напряжения (длина дуги).
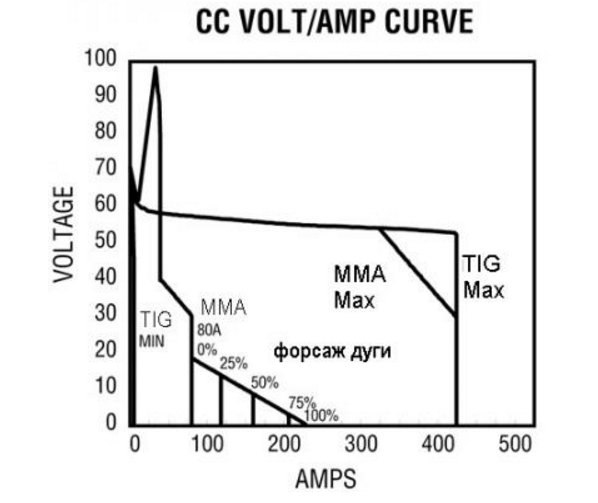
Однако есть аппараты, которые одинаково хорошо работают в TIG и ММА режимах Это инверторные источники в которых благодаря использованию микропроцессоров возможно формировать практически любые ВАХ путем переключения режимов. Обратите внимание на интересный момент, как процентное увеличение интенсивности функции Arcforce приводит к увеличению силы тока при падающем напряжении.
Учимся читать график ВАХ
Чтобы трактовать график ВАХ нужно понимать, каким образом взаимосвязаны длина дуги, образующаяся между электродом и деталью, и напряжение. В процессе ММА напряжение возрастает при увеличении дугового промежутка и падает при его уменьшении. Инженеры-разработчики проектируют сварочные инверторы таким образом, что ток противоположен напряжению. Ток идет вверх, если вы сокращаете дуговой промежуток, и падает, если увеличиваете. Эти простые процессы сварщик должен понимать и использовать в своей работе. Кроме того, нужно всегда помнить, что изменение величины напряжения влияет на ширину шва, а силы тока – на глубину провара.
Еще раз проанализируйте наклонную ВАХ на первом рисунке. Увеличение дугового промежутка (U↑, I↓) приводит к формированию плоского широкого шва и снижению глубины провара. Сварочная ванна быстро остывает и кристаллизуется, так как снижается тепловоложение. По мере сокращения дугового промежутка (U↓, I↑) ширина шва уменьшается, глубина провара увеличивается, образуется более разогретая сварочная ванна.
Используя аппарат с наклонной ВАХ сварщик Джо может менять параметры шва путем манипуляций с электрической дугой. Однако то, что работает для ручной электросварки (ММА), малопригодно для аргонодуговой сварки (TIG). Разница может быть хорошо видна, если привести пример. Представьте, что вы свариваете тонкую нержавейку «сварочным аппаратом ручной дуговой сварки (ММА), с функцией аргонодуговой сварки (TIG)» в режиме аргона и случайно уменьшили дуговой промежуток (U↓). Инвертор будет стараться поддерживать выходную мощность за счет увеличения силы тока, а добавочный ток может привести к сквозному прожогу металла.
Именно по этой причине инженеры разрабатывают инверторы специально для TIG, т.е. изменение дугового промежутка (напряжения) не оказывает влияние на сварочный ток. Такие аппараты имеют вертикально падающую ВАХ. Сила тока в них не меняется в зависимости от длины дуги. Это обстоятельство и подвело сварщика Джо на экзаменах (он раньше варил только на наклонной ВАХ) когда он не прошел тест на сварку трубопровода в режиме ММА. Будь Джо хоть самым лучшим в мире сварщиком, «сварочный аппарат TIG с функцией ММА» просто не мог «адекватно реагировать» (как привык Джо) на действия сварщика.
Некоторые инверторы TIG с функцией ММА имеют форсаж дуги, с помощью которого появилась возможность увеличить сварочный ток более чем в 2 раза. Тем не менее во многих училищах, где обучают сварочному делу, стоят старые сварочные аппараты без функции форсажа. Если же успели закупить новые аппараты с форсажом, то не все понимают, как работать с этой функцией. Поэтому ученики, которые проходят обучение только по сварке ММА находятся в не очень хорошем положении. Нужно изучать все в комплексе и последовательно, потому как неправильно начинать обучение, например, с процесса TIG, который с точки зрения управления немного сложнее ММА, что может быть сложно для новичков. Для комплексного изучения процессов ручной, аргонной и полуавтоматической сварки (MIG) важно, исходя из вышесказанного, подобрать учебное оборудование, которое будет давать самые полные практические знания по предмету студентам.
Но, как бы там ни было, даже опытные сварщики не всегда способны использовать все преимущества инноваций в сварке, которые сегодня внедряются фантастически быстро, так как не знакомы с особенностями их использования.
Источник: Miller
Pingback: Ручная дуговая сварка для начинающих сварщиков | Сварка своими руками