Сварочное производство Уралмашзавода за свой более чем 80–летний период складывалось таким образом, что, наряду с производством уникальных стальных конструкций, был накоплен обширный опыт ремонтной сварки чугунных изделий.
В течение многих лет были освоены все виды сварки чугуна — горячая, полугорячая, холодная.
Ремонт пресса горячей сваркой
Горячая сварка была применена для заварки трещины в цилиндре пресса для вытяжки заготовок кислородных баллонов для Старотрубного завода (Первоуральск). Технология ремонтных работ включала в себя подготовку к сварке — удаление трещины. Для предотвращения утечки ванны расплавленного металла произвели формовку разделки формовочными материалами, применяемыми в литейном цехе. В термической печи был произведен общий подогрев детали до 600°С. Заварку разделки произвели механизированной сваркой порошковой самофлюсующейся проволокой ППЧ-1 при температуре 500–550°С, после чего цилиндр поместили обратно в печь, нагретую до температуры примерно 600°C, для замедленного охлаждения тела цилиндра.
Ремонт станины пресса
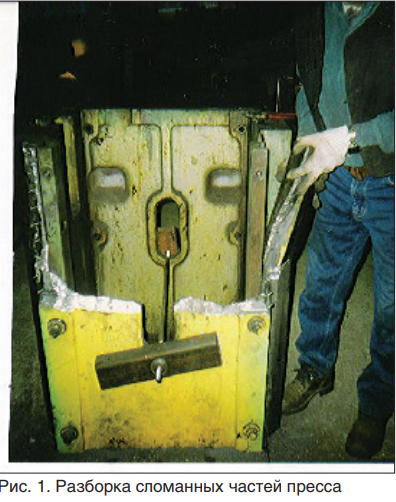
Полугорячая сварка (производится при нагреве детали до 120–250°С) была применена для ремонта станины пресса усилием 3000 тс, разрушенной на пять частей (рис. 1). Материал — СЧ20.
Подготовка к сварке заключалась в снятии вручную фасок с общим углом раскрытия примерно 65–70°; постановке завертышей в разделки; сборке траверсы; установке элементов, фиксирующих геометрические размеры траверсы; установке элементов, предотвращающих угловую деформацию свариваемых частей траверсы (рис. 2).
Общий нагрев траверсы перед сваркой до температуры около 250°C выполнен в печи с выкатным подом, на нем же была произведена сварка медными электродами с обмазкой «Комсомолец». В зону горения дуги также подавалась порошковая проволока ПАНЧ-11 (94–96% Ni).

После длительной эксплуатации в цилиндре сваезабивающей машины образовалась сквозная трещина, вызывающая течь воды. Работоспособность этой детали была восстановлена по следующей технологии:
• отпуск при температуре примерно 550°С для снятия эксплуатационных напряжений;
• устранение сквозной (толщина стенки 130 мм) трещины длиной 120 мм вручную борфрезой с образованием односторонней V-образной разделки с углом раскрытия 60°;
• общий предварительный нагрев в печи до температуры 150–170 °С;
• облицовка кромок разделки в один слой;
• сварка заполняющих валиков;
• сразу же после сварки, не допуская охлаждения ниже 100°С, отпуск при 550°С;
• охлаждение цилиндра с печью до температуры цехового воздуха.
Для сварки применили железисто-никелевые электроды.
Устранение литейных дефектов
Большой объем полугорячей сварки приходится не устранение литейных дефектов.
Так, нагрев изложниц (рис. 3) осуществляют стандартным газокислородным резаком, помещенным внутрь этой детали.

Концентрацию теплоты обеспечивает, с одной стороны, пол, а с другой стороны, лист железа, установленный на верхней части изложницы. Дополнительная аккумуляция теплоты обеспечивается за счет отражения тепловых потоков вследствие воздействия сварочной дуги от боковых стенок изложницы. Сварку выполняли железисто-никелевыми электродами.
При небольшой массе заготовок целесообразно создавать основание из шамотного кирпича, на который ставить ремонтируемую деталь, а общий подогрев до заданной температуры осуществлять горелкой или подогревающим пламенем газокислородного резака, обеспечивая при этом необходимую теплоизоляцию.
Однако в практике машиностроительных заводов не всегда удается выполнить равномерное распределение теплоты по сечению крупногабаритных толстостенных заготовок сложной формы, поэтому большой объем сварочных работ выполняют холодной сваркой чугунных заготовок. Объем применения этого вида сварки широк: устранение наружных литейных дефектов на стадии отделки отливок, подприбыльных усадок и пр. (рис. 4, 5).
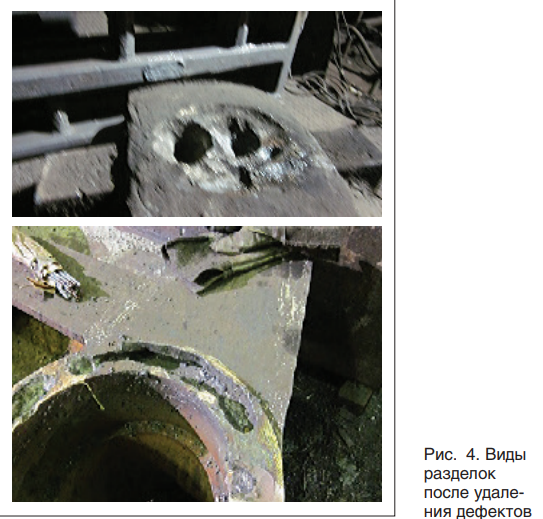
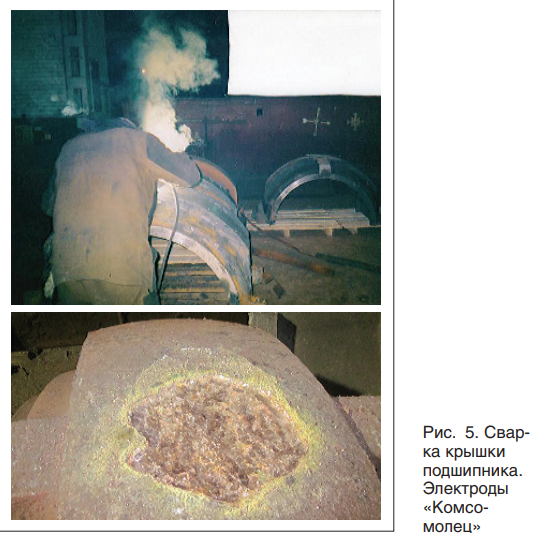
Глубина разделок может достигать 150 мм, длина 1500 мм.
При механической обработке возможно вскрытие внутренних литейных дефектов. Заварка дефектов, вскрывшихся при заключительной механической обработке, исключает предварительный подогрев и последующую термическую обработку. Не всегда конструкция детали или вид дефекта позволяют установить завертыши.
На рис. 6 показана заваренная сквозная трещина на кольце (толщина 40 мм, ширина 350 мм, диаметр кольца 600 мм, V-образная односторонняя разделка, угол раскрытия фасок 70°).

Ремонт трещина в отливке
При устранении трещин в отливках сложной формы эффективно применение «тепловых» домкратов, которые позволяют создавать в разделках сжимающие напряжения.
Общеизвестно, что чугун отличается повышенной хрупкостью, поэтому в процессе операций отделки отливок (удаление прибылей, транспортные операции и др.) весьма высока вероятность их поломки. На рис. 7 показаны этапы восстановления целостности кольца электродами «Комсомолец».
Читайте в статье на нашем сайте о выборе электродов для чугуна

Ремонт редуктора
На рис. 8 показана крышка редуктора с выломанным куском в стенке и с трещиной. Дефекты были устранены путем вварки выломанного куска, удаления трещины слесарным инструментом и последующей заварки разделки. Использовали электроды «Комсомолец».
Применяли вварку стальных пластин и закладных деталей в жесткий контур. Взамен неотлитых элементов производили многослойную наплавку с последующим приданием наплавленному металлу с помощью различных технологических операций размеров, соответствующих чертежам.

Особый вид работ по холодной сварке чугуна представляют работы по восстановлению работоспособности деталей уникального технологического оборудования (рис. 9–12).



Ремонт сколов изложниц
В процессе эксплуатации чугунных изложниц возможно образование сколов на внутренней или наружной поверхности. Эти дефекты устраняют путем предварительной установки шпилек с последующей сваркой стальными электродами. Найденные решения позволили продлить жизнь изложниц, увеличить число наливов до 20 и более.
В качестве примера лито-сварной конструкции можно привести памятник «Петр 1 и Акинфий Демидов» (скульптор К.В. Грюнберг), изготовленный Металлургическим заводом ОАО «Уралмаш». Материал — серый чугун СЧ12. Памятник состоит из отдельных отливок, соединенных между собой сварными швами, длина которых около 140 м. Свариваемые толщины 20–40 мм. Электроды из монель-металла (сплав меди и никеля) марки ММ-1 (рецепт УЗТМ).
Многолетний опыт Уралмашзавода говорит о том, что и при холодной сварке чугуна можно выполнять ремонтные работы, гарантирующие многолетнюю успешную эксплуатацию восстановленных изделий.
Журнал «Сварщик»