МIG/MAG сварка приобретает все большую популярность как у опытных сварщиков, которые долгое время предпочитали только ручную сварку покрытым электродом, так и у любителей. Вот поэтому мы решили организовать тест недорогих полуавтоматов с целью сравнить их характеристики и определить сварочное оборудование с наиболее приемлемым соотношением цены и качества. Мы решили приобрести инверторные источники питания с механизированной подачей проволоки ценой до 20 тыс. руб., поскольку данная ценовая категория является наиболее востребованной покупателями на рынке РФ.
Подошло время огласить модели испытуемого оборудования:
В процессе проведения наших испытаний мы собираемся:
- Дать оценку «внутрянки» аппаратов и комфортабельность их работы;
- Проверить макс. сварочные токи под нагрузкой и способность сварки при низком напряжении;
- Определить ПВ (читайте, что это такое в статье) через подключение к балластному реостату и качество шва при 100А.
Изначально планировалось подвергнуть тестам 5 аппаратов различных марок, но с последним предполагаемым испытуемым нашего соревнования получился казус. Elitech АИС 200ПАС, приобретенный нами через один из популярных интернет-магазинов, на деле оказался трансформаторным источником. Попытки выяснить правду на просторах Гугла не дал никаких результатов В качестве названий некоторые интернет-магазины предлагали даже такой сомнительный вариант, как «сварочный инвертор трансформатор». Как инвертор может быть трансформатором или наоборот трудно понять. Мы и не стали ломать голову по поводу такого гибридного устройства и исключили Elitech из нашей программы тестов, Поскольку нас интересовали именно инверторные аппараты. Помимо всего прочего, мы также сделали следующий вывод: если покупаете технику через интернет, не лишним будет проверить данные о типе устройства и его технических характеристиках на сайтах производителей.
Описание и первое впечатление. Состояние поставки и интерфейс аппаратов
Все инверторные источники питания реализуются в ламинированной снаружи картонной упаковкой и укомплектованы горелками, а также сварочными кабелями с клеммами массы. Впрочем, давайте не будем говорить в общем, а скажем конкретно по каждому инвертору:

Оборудован евроразъемом для коннекта горелки. В комплекте трехметровая горелка.

На сварочнике есть быстросъемный контакт для подключения массы сечением 25 мм кв. При долгой сварке на больших токах возможны проблемы с перегревом быстросъема и его постепенным выходом из строя.

Внушительный питающий кабель 3х2,5 вполне выдержит серьезную нагрузку. На панель управления аппарата вынесена кнопочка протяжки проволоки, приятная мелочь, которая делает интерфейс более удобным.
Что еще находится на лицевой стороне устройства? Это два барашка- регулятора силы тока и напряжения – две основные настройки, позволяющие задать режим сварки.

Ось под катушку спроектирована с расчетом на пятикилограммовую еврокатушку. Она имеет регулируемый тормоз, в результате чего проволока подается в сварочную ванну равномерно.

Приятно удивило подающее устройство, выполненное на металлическом основании. Пустого пространства внутри полуавтомата хватит для катушки D200. Для работы с самофлюсующейся проволокой предусмотрена возможность переброски контактов плюс и минус – винты для смены полярности расположены в непосредственной близости к механизму подачи.

Минус данного инвертора сразу бросается в глаза – он оборудован встроенной сварочной полтораметровой горелкой (что не удобно – кабель слишком короткий). Не искушенный в подобных вопросах читатель может не увидеть разницы со съемной горелкой. Однако стоит предупредить, что встроенные горелки не рассчитаны на продолжительную работу и токи более 130А, так как это самый дешевый вариант комплектации. Ну что ж, можете заметить вы, можно установить евроразъем и тогда можно использовать де-факто любою горелку! Не все так просто, потому что подача газа управляется механическим клапаном, который к тому же стоит на самой горелке, в отличие от нормальных устройств, которые оснащены электромеханическими кланами, расположенными, кстати, внутри инвертора.
О недостатках быстросъемного соединения для кабеля массы мы говорили в описание выше.
Кабель питания такой же как у Ergus, вполне выдержит максимальные нагрузки.
А вот со сменой полярности просто беда – такая возможность вообще не предусмотрена, это значит, что вы не сможете варить этим аппаратом порошковой проволокой.
Это особо неудобно при работе на выезде – придется таскать за собой баллон с газом или приобретать дополнительно мобильный баллон на 10-20 литров, который проще помещается в автомобиле и не так сильно сказывается на спине сварщика.
На панели управления инвертора находится кнопка протяжки проволоки, а также барашки для регулировки величины тока и напряжения, которые вы можете видеть на двух небольших цифровых экранчиках – вольтметре и амперметре.
Места под установку катушки в аппарате маловато, да и установить ее не так просто, долго приходится возиться. Механизм подачи и вовсе пластиковый, так что возникают опасения, что он проработает не долго.

Не без иронии стоит отметить, что у Eland самая богатая комплектация из всех рассматриваемых инверторов. В комплекте замечен защитный щиток, пластиковая щеточка с металлической щетиной и молоток для отбивки шлака, только не понятно, зачем последний нужен в полуавтоматической сварке, в которой не предусмотрен процесс ММА.

Первое, что уже традиционно бросается в глаза – это горелка «интегрированная» в сварАпп, так что поменять ее без разбора инвертора не представляется возможным и быстросъем. Мы не будем останавливаться на минусах такого инженерного решения, так как они были в полной мере раскрыты в предыдущем случае.
Да и кабель питания 3х1,5 мм кв. оставляет желать лучшего. Из-за малого сечения в процессе сварки он будет нагреваться.
Механизм подачи проволоки пластиковый – нет уверенности в его продолжительной работе. Подкатушечник тоже полностью выполнен из пластмассы и рассчитан на катушки весом 1 кг и 5 кг. Отсутствие регулировочного тормоза не гарантирует стабильный процесс подачи проволоки.

На передней панели управления устройством расположены барашки регулировки Iсв. и скорости протяжки проволоки без каких-либо экранов. Параметры выставляются «на глаз» по грубой разметке с шагом 20А и 1. Кнопка протяжки проволоки имеется.


Оборудована евроразъемом и комплектуется трехметровой сварочной горелкой.


Имеется быстросъемный вывод для подключения кабеля массы сечением 50 мм кв. – можно не опасаться, что он перегреется в результате продолжительной сварки даже на максимальных токах.

Не подкачал и питающий кабель 3х2,5 мм кв. — выдержит возможные нагрузки не только в теории, но и на практике. Кнопка протяжки проволоки находится внутри инвертора (в ранее рассмотренных моделях она размещалась преимущественно на лицевой панели). Внутри аппарата достаточно свободного пространства для комфортной замены бобины с проволокой.

Подкатушечник оснащен регулируемым тормозом, что позволяет осуществлять подачу проволоки равномерно, плавно, без каких-либо рывков и перебоев. Overman рассчитан для работы с катушкой 5 кг. Подающий механизм надежный – изготовлен полностью из стальных деталей, никакого пластика, который используется многими производителями с целью удешевления конечного продукта. Рядом вы можете видеть мощные контакты, предназначенные для изменения полярности инвертора. Их вам нужно будет перебросить, если возникнет необходимость варить самофлюсующейся проволокой.

Что еще есть у Овермана полезного в арсенале?
Нельзя не заметить разъем 36В для подключения грелки для углекислоты. В чем преимущество такого разъема? Подогреватель углекислого газа, который включается отдельно в розетку 220В, греется все время – и это не есть хорошо. Грелка же, подключаемая к встроенному разъему инвертора, включается только в момент нажатия на кнопку сварочной горелки. Обогрев, впрочем, вам не понадобится, если вы не планируете большие объемы работ.
Читайте статьи на эту тему на нашем сайте:
На лицевой панели, помимо традиционных баранок настройки режимов сварки, имеется дополнительная баранка настройки «индуктивности».

С помощью этого параметра вы можете регулировать так называемую жесткость электрической дуги. Жесткая дуга используется, когда нужно достичь максимальной глубины проплавления металла, мягкая – пригодится при прохождении корня шва и вертикала. Данная возможность задания характеристики дуги делает ежедневную работу сварщика более эффективной.
Предоставляем вам возможность самостоятельно оценить рассмотренные экстерьеры аппаратов для сварки и выставить им оценку по пятибалльной шкале. С нашей точки зрения, очевидно, что лидирующие позиции в данной «экстерьерной» гонке занимает аппарат Аврора.
Внутреннее устройство инверторов
При внешнем осмотре всех аппаратов существенных недостатков не выявлено – к сборке претензий нет: она аккуратная, ничего нигде не болтается, не люфтит и т.д. и т.п. А теперь более конкретно по каждому устройству.
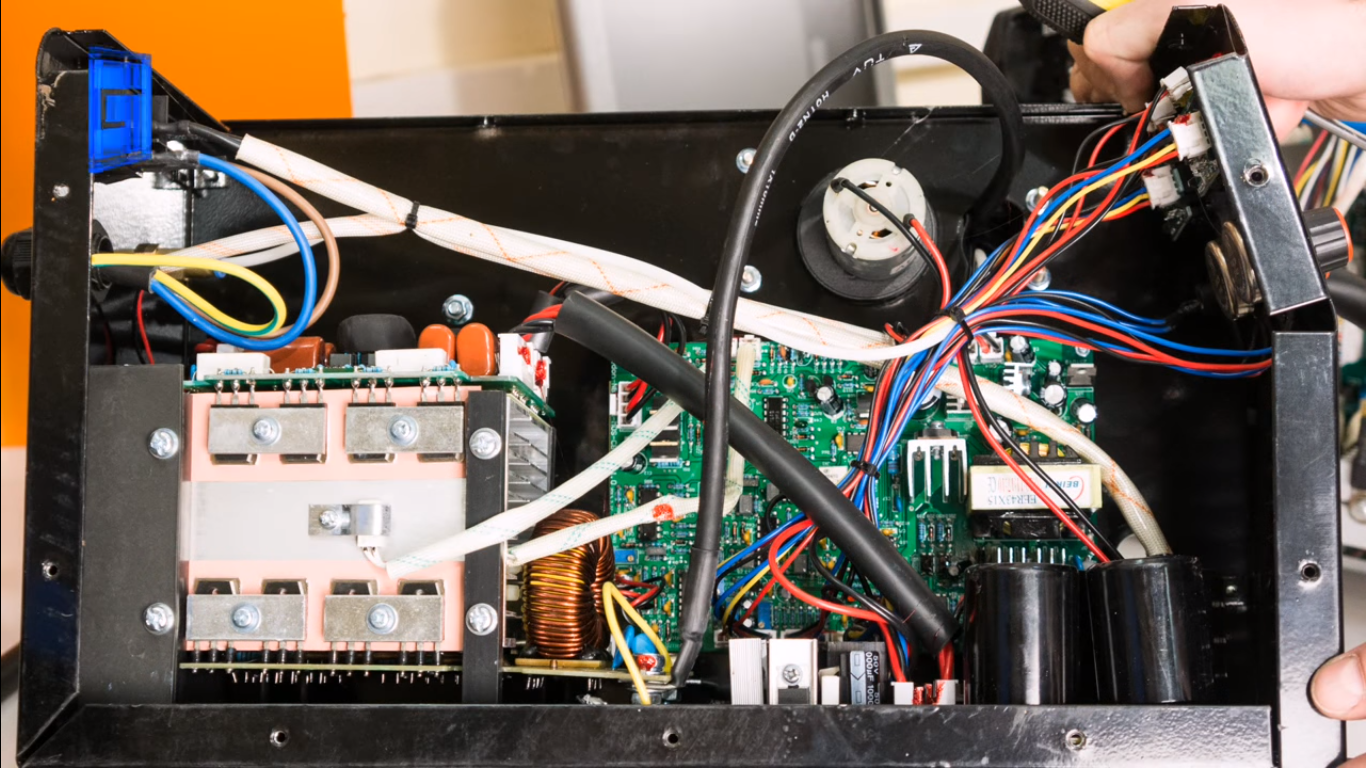
Ergus

Аппарат фактически собран на одной плате, так называемый одноплатник. На этой одной плате находится силовой блок и контрольный. Отдельно — только небольшая часть вспомогательного управления. Это не очень хорошо в плане ремонтопригодности, так как при ремонте нужно все доставать.
Система охлаждения спроектирована тоже не самым лучшим способом. Несмотря на то, что имеется два кулера, потоки воздуха не проходят через все узлы полностью, что в процессе эксплуатации приведет к накоплению пыли на контрольных узлах платы инвертора. Из-за этого могут наблюдаться проблемы в работе аппарата.
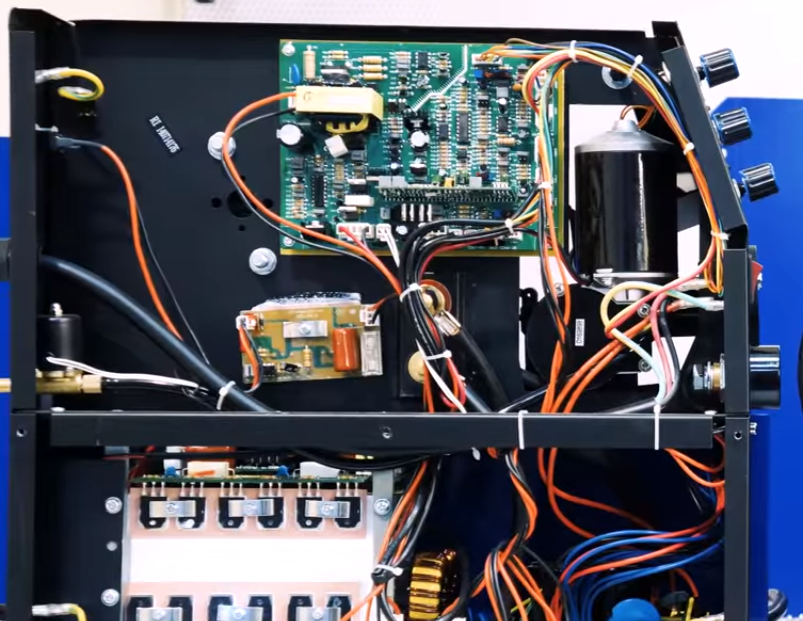
Eland
Здесь наблюдается совершенно другое инженерное решение: де-факто все собрано отдельными блоками. Силовая часть, БП, плата драйвера и подачи проволоки – все разделено. Максимальный ток, заявленный производителем для данного инвертора, составляет 200А, однако даже при беглом визуальном осмотре бросается в глаза скромный радиатор охлаждения, явно не рассчитанный на подобные токи и малое количество транзисторов, которые по мануалу идут как Тошиба, а на деле оказались обычными китайскими 23N50. Система охлаждения представлена одним вентилятором, обеспечивающим, правда, сквозную продувку устройства. Однако из-за конструктивных особенностей часть пыли будет оседать на плате драйвера, что может привести к ее перегреву в процессе длительной эксплуатации без регулярной профилактической чистки.
Движок подачи проволоки небольших размеров, вряд ли будет работать долго.
Ресанта
 Конструкция полуавтомата такая же, как и у Ergus (на одной плате размещена силовая часть и драйвер). Если поставить два аппарата рядом и сравнить их внутреннее устройство, то окажется, что они как близнецы-братья. Значит это только одно, скорее всего они собраны на одном и том же заводе.
Конструкция полуавтомата такая же, как и у Ergus (на одной плате размещена силовая часть и драйвер). Если поставить два аппарата рядом и сравнить их внутреннее устройство, то окажется, что они как близнецы-братья. Значит это только одно, скорее всего они собраны на одном и том же заводе.
Теперь немного расскажем о недостатках. Движок подающего механизма очень маленький и к тому же слишком близко расположен к дросселю (на расстоянии около 1 мм) – решение не слишком удачное с точки зрения безопасности работ. Сложности в процессе работы могут возникнуть аналогичные, что и у Ergus (так как они идентичны): система охлаждения оставляет желать лучшего – пыль оседает на контрольных узлах, что негативно сказывается на сроке службы устройства. Не удобен в ремонте из-за необходимости снимать плату по случаю любой поломки.
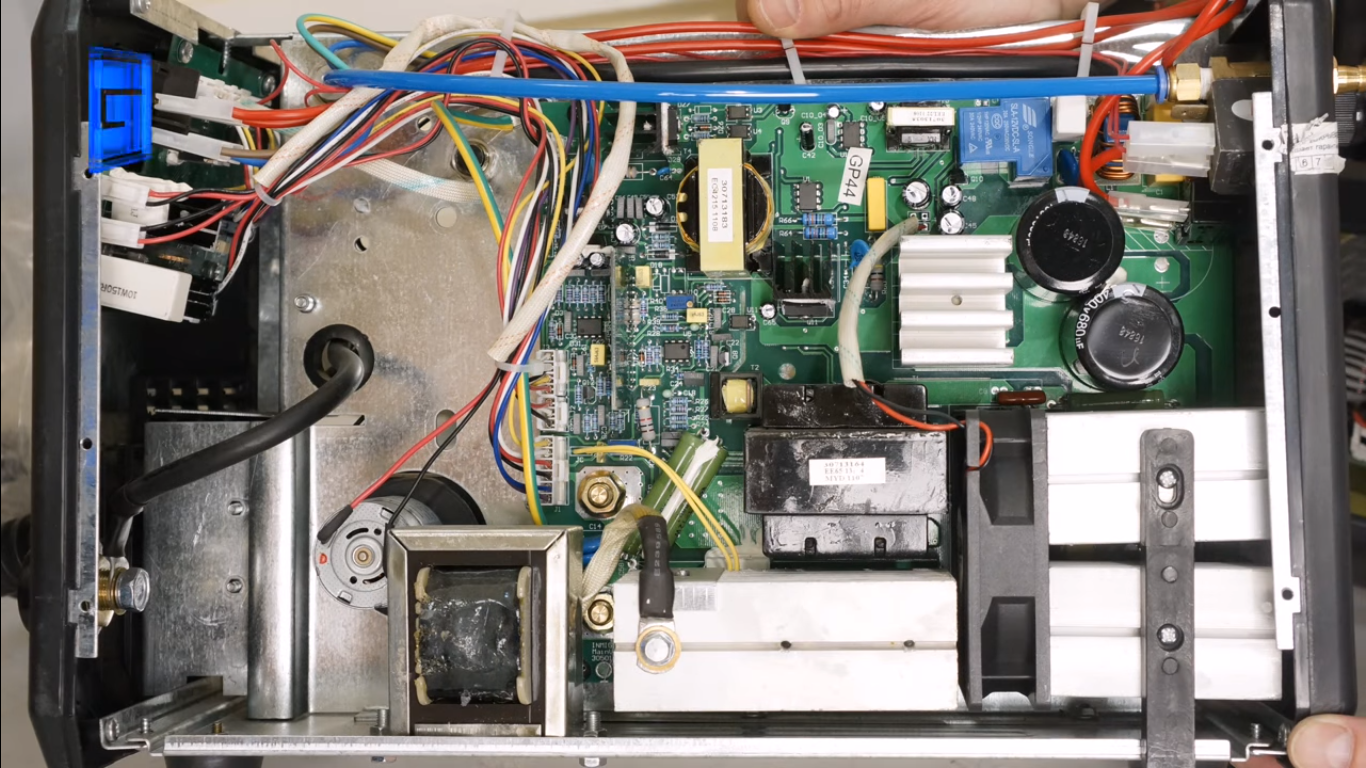
Overman
Инвертор построен на базе транзисторов MOSFET. Данный тип транзисторов используется в сварочной технике давно, поэтому накопленный в течение десятилетий богатый опыт их эксплуатации дает возможность инженерам применять мосфеты более эффективно, чем IGBT.
Читайте про «состязание» MOSFET и IGBT.
В Overman как раз и достигнута наиболее удачная компоновка, позволяющая работать с аппаратом максимально эффективно. Выполнен он на отдельных блоках: силовая часть, управляющая, блок питания и БП подогревателя углекислого газа.
Радиаторы большие – обеспечивают эффективный теплоотвод, на них расположены 12 транзисторов Тошиба.
Большой мощный кулер охлаждения эффективно продувает силовую часть. Остальные платы, которые не нагреваются сильно в процессе работы, не продуваются, а значит пыль, приводящая к перегреву и выходу инвертора из строя, не оседает на них. Поэтому можно смело утверждать, из всех рассматриваемых устройств у Овермана наиболее удачная система охлаждения. Движок подачи проволоки внушительных размеров и достаточно мощный – с ним уж точно не должно возникнуть проблем.
По итогам внешнего осмотра «внутрянки» инверторных полуавтоматов можно сделать следующие выводы об их компоновке:
• Ресанта САИПА 165 и Eland MIG 200 – удовлетворительная;
• Ergus i-Mig 195 – хорошая;
• Aurora Pro Overman 180 – отличная.
Проверка максимальных сварочных токов и оценка коэффициента полезной нагрузки при помощи балластного реостата (данные приведены в таблице)
| Модель |
Тест на ток сварки |
Примечание
(по итогам испытаний макс. тока)
|
Коэф. полезн.
нагрузки при
темпер. 22 оС
(ПН) |
Примечание (ПН) |
|
| Imax де-юре ( указанное в паспорте),
А |
Imax де-факто (после нашей проверки),
А |
| Де-юре,
% |
Де-факто,
% |
|
|
| Эргус |
190 |
165 |
удовл |
35 |
60 |
отлично |
|
| Эланд |
200 |
150 |
неудовл |
60 |
28 |
неудовл |
|
| Ресанта |
160 |
150 |
хорошо |
40 |
25 |
удовл |
|
| Аврора |
175 |
175 |
отлично |
60 |
60 |
отлично |
|
Примечания.
1. Как видно из тестов производители и продавцы сварочных полуавтоматов часто идут на фальсификации технических данных реализуемых устройств в надежде на то, что сварщики самостоятельно не смогут провести их проверку ( и действительно, без определенных технических средств – токовые клещи, балластный реостат, шунт, специальная тепловая камера и т.д. – это тяжело сделать). Некоторые сварщики также часто ошибочно полагают, что наличие на панели управления устройства цифрового индикатора (амперметра, вольтметра) является показателем качества. Это не так. Например, цифровой амперметр аппарата Эланд показывал 200А, в то же самое время механический амперметр нашего нагрузочного стенда показывал всего 150А. Выводы мы вам предлагаем сделать самостоятельно.
2. У инвертора Эланд при проверке коэф. полезн. нагр. существенно нагрелась горелка, что только подтверждает ее любительский статус. У Ресанты сильно нагрелся кабель питания и в воздухе появился запах паленой изоляции.
Проверка работы полуавтоматов при низком напряжении электрической сети
Учитывая тот факт, что качество отечественных электросетей оставляет желать лучшего, мы решили начать тест сразу с 180В и потом постепенно понижать напряжение с шагом 20В. В результате выяснилось, что Эргус и Ресанта держат напряжение до 180В (удовлетворительно), Аврора и Эланд – до 140В (отлично).
Сварка стали при силе тока 100А
Расходные материалы: проволока 0,8мм.
Ergus
По характеру сварки можно оценить по пятибалльной шкале на твердую четверку. Минусы: в процессе работы сложно добиться настроек, которые бы позволяли более стабильно гореть сварочной дуге с меньшим разбрызгиванием. Сварка жестковата.
Eland
Сварка хорошая. Инвертор легко поддается настройке, сварочные свойства тоже хорошие. Разбрызгивание и стабильность горения дуги вполне приемлемые.
Ресанта
Аппарат хорош в работе, но показания тока на панели управления совершенно не соответствуют действительности. При выставлении всех показаний на нуль, проволока шла и инвертор работал. С помощью Ресанты можно добиться достаточно хороших швов, однако стабильность подачи проволоки и горения дуги, разбрызгивание металла оставляет желать лучшего.
Аврора
Просто настраивается. Регулировка индуктивности позволяет вести сварку в более широком диапазоне – можно контролировать жесткость дуги. Шов получается аккуратный.
Качество швов вы можете видеть на изображении. Стоит отметить, что сварка велась специалистом и внешний вид швов скорее свидетельствует о его профессионализме, чем о рабочих свойствах источников питания с механизированной подачей проволоки.

Вывод:
Общая оценка, которую можно поставить каждому аппарату по результатам тестов по пятибалльной шкале в баллах:
- Eland MIG 200 и Ресанта САИПА 165 – 3;
- Ergus i-Mig 195 – 4 (с минусом);
- Aurora Pro Overman 180 – 5.
Мы провели тесты с целью определить плюсы и минусы полуавтоматов, ведь сделать правильный выбор при покупке можно только вооружившись информацией и знанием предмета. Мы убеждены, что бюджетность инвертора не должна сказываться на его качестве, а окончательный выбор остается все-равно за вами.
Источник: Aurora Online Channel