Газосварщикам, специалистам, которые занимаются ремонтами квартир, людям, выполняющим слесарные работы, связанным с вращающимися объектами, металлорежущим инструментом и оборудованием необходимо защищать свои глаза от травм. Так же это относится к людям которые работают на садовом участке кусторезами, бензопилами и т.д.
На рынке встречается продукция разных производителей. Не вся она отличается высоким качеством. А хотелось бы по доступной цене, чтобы не на месяц работы, чтобы защита была надежной и в носке были комфортные.
Поэтому отдельно хотелось выделить очки UVEX. Надо сказать, что компания UVEX –это семейное предприятие со штаб-квартирой в городе Фюрт, который расположен на севере Баварии, Германия. Основана она в 1898 году и изначально специализировалась на защитном снаряжении для спортсменов. За сто с лишним лет ассортимент продукции расширился, и сегодня выпускают так же защитные костюмы для рабочих, респираторы, очки для защиты от ультрафиолета и летящих частиц и т.д.
На какие рабочие очки стоит обратить внимание всем, кто связан с мероприятиями, которые могут привести к травмированию органов зрения? (например, при использовании болгарки) Вот такой вариант, изображенный на фото.

Чем эти очки отличаются от других, подобных. Перечислим по пунктам:
- невесомые, вес всего 18-50 грамм;
- Материал: поликарбонат, он стойкий к механическим воздействиям, огне- и термоустойчив, легче стекла в 16 раз и прочнее его в 200 раз! Химически устойчив, не бьется, не дает острых осколков и трещин.
- Снаружи поликарбонат покрыт специальным защитным составом, «антицарапающимся» и стойким к износу.
- Внутри очки покрыты специальным антизапотевающим покрытием, на котором не конденсируется влага.
- Защита от мелких осколков, разлетающихся со скоростью до 45 м/сек.
- «Стекло» поляризационное. Улучшает видимость и повышает контрастность. Более выразительно различимы дефекты, которые без очков могут сливаться: трещины, сколы, неровности.
- Отличный вариант для тех, кто увлекается рыбалкой!
Очки для газосварки UVEX

Очки UVEX
Все те же достоинства, описанные в предыдущем случае. К линзам ничего не прилипает, они остаются идеально чистыми даже после года эксплуатации. В отличие от обычных очков.
На них постоянно налипают искры. Но это не самое страшное. Горячие капли могут попасть под очки и прилипнуть к глазу. Потребуется помощь хирурга для удаления инородных тел. Очки газосварщика UVEX полностью изолированы (как у водолазов). Попадание искры в глаза исключено. При работе, например, на улице не потеют и обеспечивают прекрасную видимость!

Обычные очки
Приятной Вам, комфортной, а главное, безопасной работы!




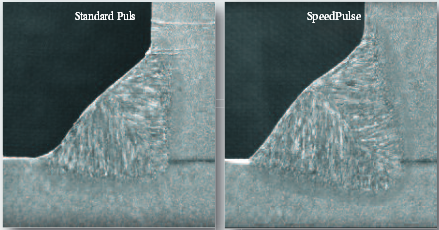
 На фото слева StandartPulse, справа — SpeedPulse
На фото слева StandartPulse, справа — SpeedPulse