Product Description

|
Вес: 6.9 кг; |
|
|
206250,00 ₽
Сварочный экструдер используется для сварки термопластов типа ПЭ и ПП для применения в следующих областях:
• производство блок-контейнеров
• строительство трубопроводов
• сварка пластмасс
• места для хранения отходов и закрытые загрязненные территории.
Техн. характеристики booster EX3:
Напряжение, В~230
Потребляемая мощность, 3000 Вт
Частота, 50/60 Гц
Темп. воздуха макс., 360 °C
Темп. пластифицирования макс., 310 °C
Габариты (Д × Ш × В) без сварочного башмака, 630 × 250 × 410 мм
Вес (с кабелем 3 м), 6,9 кг.
Выброс выдавленного сварочного материала (ручной экструдер booster EX3):
Сварочная проволока (в соответствии с положениями Немецкого союза сварки DVS 2211), Ø 3 / Ø 4 мм
Ø 3; Выброс выдавленного сварочного материала (Средние показатели при 50 Гц), ПЭ 2,4 ПП 2,4 [кг/ч]
Ø 4; Выброс выдавленного сварочного материала (Средние показатели при 50 Гц), ПЭ 3,4 ПП 3,4 [кг/ч]
Тех.характеристики и спецификации могут меняться без предварительного уведомления.
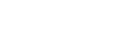
Описание оборудования
1. Сварочный башмак
2. Трубка для нагретого воздуха
3. Упорка
4. Ввод сварочной проволоки
5. Воздуходувка
6. Задняя рукоятка
7. Приводной механизм
8. Плавкий предохранитель для защиты от перегрузки
9. Кнопка вкл./выкл. фиксатора
10. Кнопка вкл./выкл. привода инструмента
11. Рукоятка
12. Потенциометр для регулировки температуры воздуха °C
13. Переключатель воздуходувки
Инструкция по включению:
• Для запуска инструмента нажать и удерживать кнопку вкл./выкл. привода (10)
• Для остановки работы инструмента отжать кнопку вкл./выкл. привода (10)
• Для запуска автоматического режима удерживая кнопку вкл./выкл. привода (10), нажать кнопку
вкл./выкл. фиксатора (9).
Перед включением питания, убедиться, что все переключатели выключены, а потенциометр
находится в положении «0».
Подготовка к сварке
Запрещается использование ручного экструдера во взрывоопасной или воспламеняющейся среде. Убедиться в устойчивости рабочего положения. Следует обеспечить возможность свободного движения сетевого кабеля и сварочной проволоки, так чтобы они не мешали пользователю при работе.
Убедиться, что напряжение питания составляет 220 В ~ 230 В при минимальной мощности 3000 Вт
• При использовании удлинителей, убедиться в соответствии минимального сечения кабеля.
Удлинительный кабель должен иметь допуск для проведения работ на участке (напр. под открытым небом) и иметь соответствующую маркировку. При использовании энергоблока в целях снабжения электроэнергией, следует соблюдать требование относительно его номинальной мощности: 2-х номинальная мощность ручного экструдера.
| Длина
[м] |
Минимальное сечение (при ~230 В)
[мм2] |
| до 19 | 2,5 |
| 20 – 50 | 4,0 |
Включение
Подключить ручной экструдер WELDY к электросети.
• Для запуска инструмента нажать переключатель воздуходувки (13).
• Установить температуру воздуха с помощью потенциометра (12) в положение 7.
Для достижения рабочей температуры инструмент необходимо
прогревать не менее 10 минут.
Защита при запуске
Инструмент оснащен плавким предохранителем для защиты от перегрузки (8). Привод будет
выключается автоматически при повышенном потреблении электроэнергии или если материал
недостаточно пластифицирован. Подождать 1 минуту; нажать кнопку предохранителя защиты от
перегрузки (8) для повторного запуска работы инструмента.
Запуск процесса сварки
• Установить требующийся сварочный башмак (1) производства WELDY, руководствуясь параграфом «замены сварочного башмака».
• При достижении рабочей температуры можно начинать сварку.
Для этого нажать кнопку вкл./выкл. привода (10) и работать с инструментом при подаче сварочной проволоки диаметром 3 или 4 мм в отверстие для сварочной проволоки (4) и при выходе небольшого количества пластифицируемого материала.
• Для начала работы отрегулировать нагрев инструмента, пока он не достигнет оптимальной
температуры.

ВНИМАНИЕ!
Ни в коем случае не вставлять сварочную проволоку одновременно в оба ввода для сварочной
проволоки. Сварочная проволока должна быть чистой и сухой.
Запуск процесса сварки
• Провести пробную сварку и проанализировать результаты.
• Для прерывания экструдирования массы использовать кнопку вкл./выкл. привода (10).
• Направить сварочный башмак (1) на зону сварки.
• Предварительно прогреть зону сварки возвратно-поступательными движениями.
• Установить инструмент в подготовленную зону сварки и нажать кнопку вкл./выкл. привода (10).
• Провести пробную сварку и проанализировать результаты.
• Отрегулировать температуру воздуха с помощью потенциометра (12).
• При длительном процессе сварки, кнопка вкл./выкл. привода (9) может удерживаться во включенном
положении с помощью механизма фиксации.
• Убедиться, что сварочная проволока на разматывателе достаточно чистая.
• После запуска сварочная проволока втягивается автоматически через ввод сварочной проволоки (4).
Не должно быть препятствий для втягивания сварочной проволоки.
Выключение
Сбросить кнопку вкл./выкл. привода фиксатора (9), затем отпустить кнопку вкл./выкл. привода инструмента (10) коротким нажатием. Удалить сварочный материал из сварочного башмака в целях предохранения сварочного башмака от повреждений при следующем запуске.
• Инструмент следует ставить на упорку (3).
• Установить потенциометр (12) в положение «0», дать инструменту остыть.
• Выключить инструмент нажатием выключателя на воздуходувке (13).
Во время работы инструмента передняя металлическая часть инструмента и сварочный материал имеют
высокую температуру. Запрещается прикасаться к ним во избежание возгорания. Не направлять струю с горячим воздухом в сторону людей и объектов. Использовать огнеупорную подставку.
Контроль температуры экструдируемой массы и температуры предварительного нагрева
При проведении сварочных работ в течение длительного периода необходимо регулярно контролировать
температуру экструдированного материала и воздушной струи: Необходимо использовать электронные
средства измерения температуры с индикатором быстрого отображения с соответствующими температурными датчиками. Следует определить максимальную температуру в горячей воздушной струе
между выходным отверстием сопла и на глубине 5 мм. Для измерения температуры экструдированного
материала измерительный зонд должен вставляться в середину сварочного башмака.
Есть опыт? ПОДЕЛИТЕСЬ на вкладке «Отзывы», или задайте вопрос — получите ответ от опытных сварщиков.
|
|
Вес: 6.9 кг; |
|
|
|